Polyethylene pipes for gas pipelines: types and specifics of laying polyethylene pipelines
Previously, when installing industrial and household communications, pipes made of cast iron, steel, and copper were used. With the advent of polymers that are not inferior to metal products in strength, wear resistance and inertness to chemicals, pipe material began to be produced from polypropylene, polyethylene, polyvinyl chloride, polybutylene, etc.
Polyethylene pipes for gas pipelines have proven themselves to be practical, flexible, lightweight, making transportation and installation much easier. If you decide to gasify a private house, then it would be a good idea to learn in more detail about the technical characteristics, conditions and methods of installing polyethylene pipes.
The content of the article:
HDPE pipes for gas pipelines
Low-density polyethylene is used not only for the manufacture of gas pipeline elements. It is also used for the installation of other communications - water supply, sewerage, protective technical pipelines. Types of pipes differ in composition, characteristics, and markings.
Let us focus on products for gas transportation, the production of which is subject to the requirements GOST R 50838-2009 (outdated edition - GOST R 50838-95).
Types and sizes
Polymer pressure pipes for gas can consist only of polyethylene or are reinforced with additional layers.
Thus, there are three types:
- polyethylene, including those marked with yellow stripes;
- polyethylene with co-extrusion layers located inside or outside;
- polyethylene with a thermoplastic protective shell, which must be removed before installation.
All types of pipe material are designed for transporting various gases that comply with GOST 5542 standards and are used as raw materials or fuel for industrial and domestic needs. Restrictions for the use of pipelines are accepted: max. pressure – 1.2 MPa, max. work. temperature -/+40°С.

Industrial products are supplied in sections of 5-24 m, multiples of 0.25 m, but more often than average length, convenient for transportation by special equipment - for example, 13 m. Winding a thin pipe in a coil requires different lengths, but more often you can find coils of 200, 500, 700 m. It is possible to produce products of other lengths, but only by agreement with customers.
Depending on the thickness of the walls and slave. pipe pressures are divided into two types:
- PE-80. Wall thickness – 2-3 mm, working. pressure – 3-6 MPa; suitable for gas and water pipelines;
- PE-100. Wall thickness – 3.5 mm, working. pressure – 8-12 MPa; This is an improved version of PE 80, characterized by heat resistance and increased density.
PE (options - PE, PE) in the name is polyethylene, the numbers 80 and 100 are grades of polyethylene.
From the point of view of economic feasibility, the PE 100 grade is used when installing a high-pressure gas pipeline or in special cases - for example, for the reconstruction of an old worn-out main line or the construction of experimental branches with a pressure of 0.6 MPa and above.
Technical characteristics and markings
Factory-manufactured polyethylene pipes are subject to the requirements listed in GOST R 50838-2009. These include recommendations for appearance and technical properties.

In terms of color, the possibility of variability:
- PE 80 – yellow;
- PE 100 – yellow, orange, black with yellow/orange stripes evenly distributed.
The document also specifies standards for such characteristics as resistance at constant internal pressure, elongation at break, resistance to crack propagation, thermal stability, and weldability.

Marking should not affect the quality of the material, that is, provoke cracks, swelling, etc.
Letters and numbers must be easy to read, legible and understandable. Mandatory ones include:
- trademark or name of the manufacturer;
- symbol of the pipe;
- date of manufacture;
- nominal diameter/wall thickness;
- appointment;
- GOST
The remaining data - country name, batch number, etc. - is provided as desired.
For example, let's look at one of the samples:
Sfera LLC PE 80 SDR 11 - 150x10.5 GAS GOST R 50838-2009
- LLC "Sfera" - manufacturer
- PE-80 – type of polyethylene pipe
- SDR 11 – standard size ratio
- 150 – diameter
- 10.5 – wall thickness
- GAZ - purpose
- GOST R 50838-2009 – regulatory document
By marking it is easy to determine whether the pipes are suitable for domestic or industrial use, whether they correspond to their intended purpose and diameter.
Advantages and disadvantages of polyethylene
Due to the advantages of polyethylene, it is used to transport such a dangerous type of fuel as natural gas.
The main advantages include qualities such as:
- Electrical insulating properties. Polyethylene is a complete dielectric and does not conduct electric currents. No grounding is required during installation.
- Resistance to aggressive chemicals, which may be contained in the soil or in production.
- No corrosion, possibility of use in damp environments.
- Plastic, thanks to which the pipeline is protected from soil movements, expansion during freezing, and water hammer.
- Passivity to the transmission of acoustic vibrations.
The degree of wear resistance is quite high - manufacturers of modern PE pipes for gas provide a guarantee of 30 to 50 years.

The disadvantages include such a property of polyethylene as photodestruction. This means that the material quickly ages and crumbles under the influence of ultraviolet radiation. In order to somehow improve the resistance of polyethylene to solar radiation, black pigment is added to the material as a stabilizing agent.
Other disadvantages include a small range of operating temperatures of the transported substance, permeability to oxygen, and dependence of technical characteristics on external temperature.
Due to the listed disadvantages, gas pipelines made from polyethylene pipes are used only in the ground; metal analogues are installed in open areas.
Installation of polyethylene gas pipes
It is prohibited to independently install a gas pipeline to a private home or industrial facility. This should be done by an organization that has a license and the right to carry out this type of work, justified by a license. She also carries out maintenance in the future - checking, testing or repair work.

First, they obtain permission to carry out construction work, create a package of design estimates and build a geodetic alignment axis. Then they carry out preparations, which include route planning, earthworks, transportation and laying out of pipes, installation welding tool. And only then do they begin directly to the installation work - laying and welding pipes.
Overview of pipe connection methods
Polyethylene is different in that when heated it changes its properties and melts. This quality is used to create permanent gas pipeline connections - that is, for pipe welding.
There are two welding methods:
- butt, without the use of shaped elements;
- electrofusion, using electroresistive fittings.
The first method is used for industrial purposes, for welding large-diameter pipes, the second - for creating domestic gas branches from the central main.
If a detachable connection is required, then the third method is used - compression. The ends of the pipes are connected with compression fittings, which can be removed or replaced if necessary.

First, let's look at how welding is performed. Preparatory work is carried out according to the same plan:
- Selection and verification of installation materials and tools. Heaters, scrapers and trimmers are cleaned, polyethylene residues and dust are removed, and wiped with a solvent. Rubbing surfaces and components are lubricated. Select liners and clamps that are suitable in diameter.
- Selecting welding parameters. The tools are programmed and certain parameters are entered into the memory of the heating equipment.
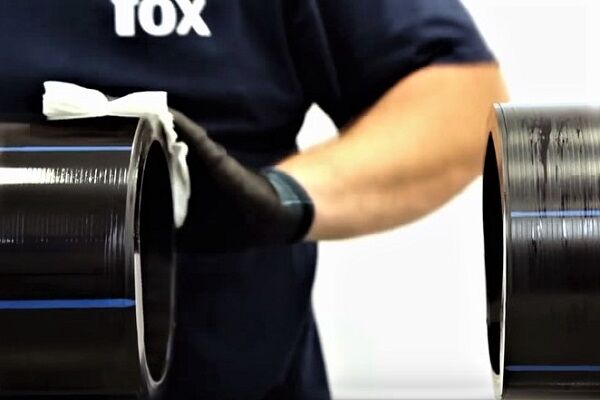
- Preparation of the work area. The ends of the pipes are cleaned of sand, adhering clay, dust, and wiped. The free ends are covered with plugs. Oxidized ends are cleaned with scrapers.
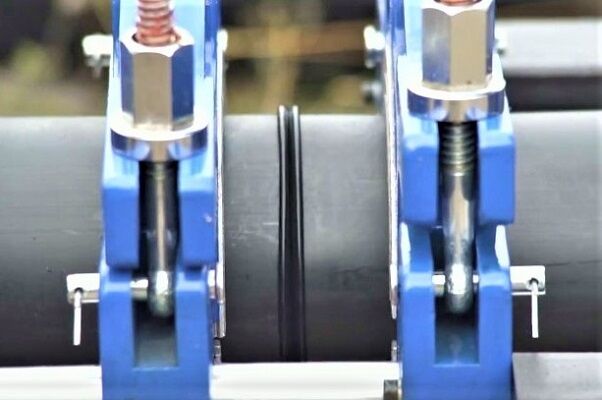
- Fixing and centering pipes. Before welding, it is necessary to eliminate the ovality, so the ends of the pipes are centered and then secured in the desired position - exactly opposite each other.
- End processing. Chips 0.1-0.3 mm thick are removed from the surface at the ends. The gap between sections connected end-to-end should be no more than 0.3 mm. After cleaning, it is necessary to weld without allowing contamination.
After the preparatory work, welding is carried out.
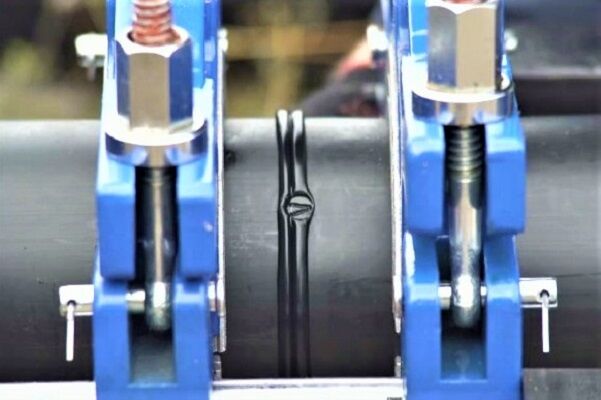
Butt welding connection occurs due to the “fusion” of the melted ends. Melting can be achieved using a heating tool with a disk working element.
During the welding process, it is important to take into account such criteria as the temperature and time of fusion, the pressure force of the ends, the duration of the upsetting period, the pressure during upsetting and the cooling time.
Work order:
Signs of a reliable seam are an even, uniform scar, the inability to separate the pipe by applying force. A welded joint using the fusion method is considered very strong and does not require additional sealing measures.
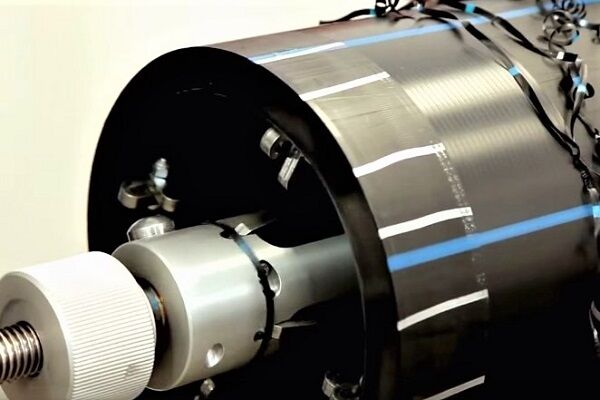
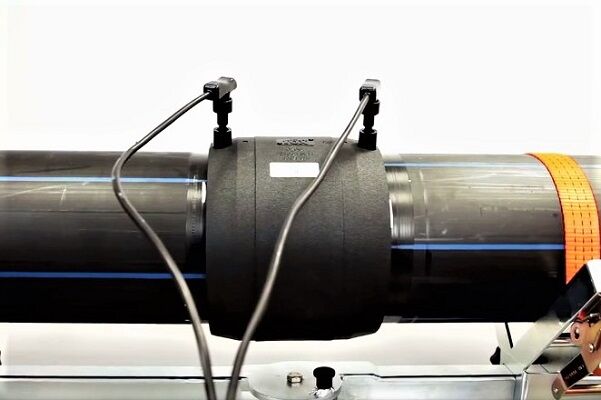
Second way - electrofusion – characterized by the presence of connecting elements – couplings, adapters, bends, tees.A metal spiral is attached to the inner surface of the fittings, which is heated by electric current and melts the polyethylene. As a result, the fittings “grow together” with the pipes, forming permanent connections.
When choosing elements for connecting polyethylene gas pipes, as well as during the procedure, it is important to take into account parameters such as current voltage, welding and cooling time.
The technology is simpler than butt welding and occurs in the following order:
Modern welding machines are equipped with a control panel with a display. The procedure is performed according to the program selected depending on the type of pipe.
Detachable connections They are used extremely rarely when constructing a gas pipeline. Fittings are also used for this, but they are secured mechanically, without heating.
The connecting elements consist of two parts - a ferrule and a housing. As a result of tightening the threaded parts, a strong but unstable connection is obtained. If additional reliability is needed, parts of the fitting are tightened with bolts and nuts.
Rules for constructing a HDPE gas pipeline
When installing and operating polyethylene pipes, many rules must be observed to ensure both the serviceability of the gas pipeline and equipment and the safety of users.
There are many prohibitions on the construction of highways. For example, it is impossible to conduct gas using HDPE pipes in rocky and highly heaving soils, as well as soils of type 2 subsidence. If an area is prone to earthquakes and there is seismicity above 6 points, it is necessary to use a different material for laying communications.

If HDPE pipes are allowed to be used, a number of conditions must be met. For example, on steep slopes it is necessary to protect the gas pipeline from possible erosion of the trenches and take additional measures to strengthen them.
When crossing underground collectors or channels, sewer or power communications, wells, polyethylene pipes are enclosed in metal cases. The distance from the surface of the gas pipeline to the inner wall of the case is at least 10 cm.
Two or more gas pipelines can be placed in one trench, but each branch must be accessible for maintenance or repair.
In the northern regions, where the temperature drops below -40°C, the installation depth increases to 2.0-3.2 m.
You will learn how to lay a gas pipeline in a case and insert it into a house being gasified. next article, which we advise all owners of country property to read.
Conclusions and useful video on the topic
Rules for electrofusion welding:
About the features of butt welding:
How does a welding machine for HDPE pipes work:
The use of polyethylene pipes for gasification of industrial and residential facilities has become traditional.
HDPE is a durable and reliable material that does not cause concern. But the installation of the gas pipeline should be carried out exclusively by gas network installers who have experience and know the technology of polyethylene welding.
Please leave comments in the block form below, post photos related to the topic of the article, and ask questions. Share your own experience in installing a polyethylene gas pipeline. It is possible that the information and recommendations you provide will be useful to site visitors.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}