How to weld vertical and horizontal seams using electric welding: step-by-step instructions
Electric welding is a technology for combining the structure of metals by heating and melting with an electric arc.It has become widespread in various spheres of the national economy, including the private sector.
In fact, this method can be used to weld any metals together, taking into account the temperature of the electric arc (7000-8000 degrees). But before turning to this technology, you will have to learn how to weld a vertical seam using electric welding, and understand the technique for obtaining a horizontal seam.
The content of the article:
Welds: general definitions
The technology of welding metals is closely related to the concept of a weld. This is formed during the solidification process of metal melted by electric arc welding.
Depending on the location of the welding, the seam can be positioned horizontally or vertically. In addition, the spatial location of the seam can be bottom, side, or top.

The simplest and easiest to perform is considered to be laying welds in the plane of the lower horizon. Under such conditions, the molten metal is quite easy to control.

The remaining options for the location of seams in space (side and top) are recognized as technologically difficult to implement, requiring the study of welding techniques and the development of relevant experience.
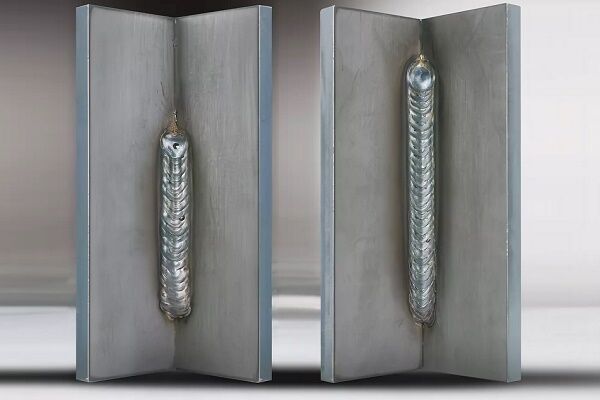
How to weld a vertical seam?
The difficulty of welding control when creating a vertical seam is due to a common physical phenomenon - gravity. This has an effect on the mass of molten metal, which, being in liquid form, rushes down.
Here, the actions of a professional welder are to prevent the molten mass from coming away from the welding site. A stably burning electric arc, held at the minimum permissible distance from the end of the electrode to the weld pool, will help to achieve this result.
Bottom-up technique
A vertical joint is usually welded by moving the electrode in the direction from the bottom to the top. This route provides more stable control, and the electric arc confidently holds the melt bath, preventing spreading. It is by passing from bottom to top that it is possible to form the highest quality vertical seam.

Of course, before starting to weld a vertical seam, the joint boundaries should be prepared and processed in accordance with the technical requirements. The welding machine needs to be adjusted to the welding conditions (set the current, select the electrode).
Initially, several spot “tacks” are made along the joint line - welding with a short seam (1 - 2 cm).The purpose of such actions is to prevent displacement of the parts being welded during the heating process due to temperature deformation.

When welding a joint vertically, the angle of holding the electrode relative to the plane on which the seam will lie is maintained within 45-90º.
The welder's instructions establish the following actions:
- The contact of the electrode with the metal ignites an arc.
- “Tacks” are made at 3-4 points along the joint line from its middle to the edges.
- Welding begins at the lowest point of the joint line.
- The electrode stroke is directed upward, the weld pool is held in the working area.
The electrode should be advanced at a moderate speed. The main speed criterion is the formation of the optimal amount of melt in the weld pool.
Simultaneously with the vertical stroke of the electrode, transverse zigzag movements in a “crescent”, “herringbone” or other “pattern” are permissible. But the transverse stroke technique seems relevant only on metals with a wall thickness of more than 4 mm.
It is recommended to weld metal with a vertical seam in one pass without stopping. For novice welders, this seems difficult. However, experience is gained quickly.
Top down technique
Having gained experience, welders can easily lay a vertical seam by moving the electrode from top to bottom. What is the trick to performing such an operation?
It's simple: when igniting an electric arc, the electrode is positioned relative to the working plane at an angle of 90º.As soon as the metal at the point of arc formation begins to melt, the angle of installation of the electrode is changed by 15-20º, lowering the holder slightly.

Wiring of the electrode along the joint line of thick-walled metals is also carried out with transverse zigzags of a “sawtooth” or “rectangular” shape. Some welders use the “wave-like” melt distribution technique.
Meanwhile, the method of forming a vertical seam from top to bottom is accompanied by great difficulties for the welder. However, according to many experts, welding in this form gives the best result in terms of quality indicators.
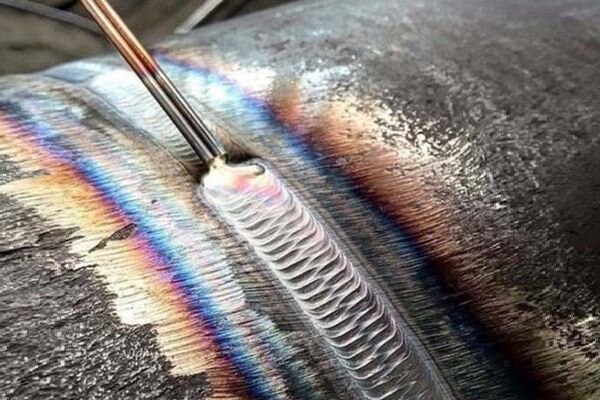
Horizontal seam welding technology
The specifics of welding a horizontal seam are almost the same as for a vertical one. Technical nuances - again, manipulation of the angles of electrode installation.
The direction of movement during the process of welding parts at a joint can be selected from its leftmost point to its rightmost point or vice versa. The specific choice of direction is determined by the welder, based on the degree of personal convenience.

But how to properly weld a horizontal seam using electric welding in order to prevent the melt from flowing out of the rut due to the acting force of gravity?
Here the welder needs to select a position for the electrode in which the force of the electric arc would be equivalent to the force of gravity of the metal drops.It may be necessary to adjust the current strength and experimentally select the optimal speed of movement of the electrode.
Typically, horizontal seam welding is carried out continuously until complete completion. However, if you cannot keep the melt (welding pool) under control, you can try to change the technique - switch to a stroke with periodic extinguishing of the arc.
All these subtleties are developed with the advent of experience in performing welding work. Therefore, do not despair if nothing works out on your first attempts.

The formation of a horizontal seam of the required width and penetration depth is, as a rule, achieved through careful transverse movement of the burning end of the electrode from the edge of one joined part to the edge of the other.
When welding metals up to 4 mm thick, different options for the “pattern” of the transverse stroke of the electrode are used. There are no specific recommendations in this regard. The main thing is to obtain the required seam width and penetration depth.
Electric arc: control of optimal length
The size of the gap between the hot end of the electrode and the metal plane, sufficient for the formation of an electric discharge, is called the arc length. One of the main pillars of welder instruction is control of the optimal arc length.
Theoretically, in the welding mode, three arc gaps can be obtained:
- short (1 – 1.5 mm);
- long (3.5 – 6 mm);
- normal (2 – 3 mm).
The short arc combustion mode is characterized by insufficient heating of the metal across its width.In such cases, along the edges of the seam there is a so-called “undercut” - a small depression. The presence of such a defect indicates low quality indicators of the weld.

Long arc welding mode is usually accompanied by periodic extinguishing. Here there is a slight heating of the metal in depth. There is also no need to talk about good seam quality.
Thus, the only option left that a novice welder should focus on is the normal arc length, which should be no more than Ld = 0.5-1.1 * De (Ld - arc length; De - electrode diameter).
Electrode position control
The welding process can be carried out in a position electrode angle forward, angle backward, right angle. Using any of these three technological methods, the welder is able to create seams in different production conditions.

Thus, the “forward angle” method is traditionally used to connect elements with horizontal and vertical seams in conditions of the upper location of parts in space (ceiling welding). The same technique is successfully used for welding fixed pipe joints or when constructing a homemade gas cylinder stoves.
By holding the electrode strictly at a right angle (90º), the welder ensures that work is performed in hard-to-reach places. Finally, the “back angle” technique allows for high-quality welding work on corner joints.
When installing the electrode at a forward angle, they usually work with thin-walled metals. In this position of the electrode, a wide seam of shallow depth is obtained. On thick-walled metals, on the contrary, they try to use the “backward angle” technique, ensuring the metal is heated to a sufficient depth.
Current parameters and electrode movement
The value of the current and the speed of movement of the electrode are significant factors that influence the quality of the seam. Welding with high currents is accompanied by heating of the metal to a great depth, which allows you to increase the speed of movement of the electrode. Provided there is an optimal ratio of current and speed of movement of the electrode, an even, high-quality seam is obtained.
Correspondence table for current, electrode, metal thickness
| Current strength, A | Electrode diameter, mm | Metal thickness, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
When moving the electrode at a certain speed, the magnitude of the arc power should be taken into account. Excessively fast supply of the electrode at low power will not be able to provide sufficient heating temperature.
As a result, it will not be possible to weld the metal to the required depth. The seam will simply “lie” on the surface, barely “grabbing” the borders of the edges.

On the contrary, in conditions of excessively slow advance of the electrode, an overheating atmosphere will be created, which threatens the deformation of the metal on the welding line. If the metal elements have a thin structure, a powerful arc will simply burn through the metal.
You can successfully practice as a novice welder and hone your seam-making skills by manufacturing a stove for testing, the basis of the body of which is a metal pipe.We recommend that you read the useful information.
Instructions for a beginner welder
Welding work can only be performed if appropriate equipment is used.
Standard kit contains:
- Jacket, trousers, gloves, shoes made of fireproof, durable, strong materials.
- A headdress that completely covers the back of the head.
- A special protective mask for the face and eyes.
To carry out welding, you should use a working device, the electrical part of which is closed with a reliable housing. The electrical cables included in the device must have complete insulation and comply with the electrical characteristics of the device.
The welder's place must be equipped with a work table, light sources, a grounding bus, means of protection against electric shock and fire-fighting equipment.
And before starting work, you need to carefully study electric welding rules, consider and study methods and options for making connections.
Conclusions and useful video on the topic
We invite you to watch a video welding workshop: how to weld horizontal and vertical seams:
It is not necessary to be a qualified welder, but proficiency in welding techniques is desirable. Thanks to existing welding skills, a person has more opportunities to implement various household projects.
If you wish, you can always study the technology, and practical experience will help you master the technique of performing work at a high level.
Would you like to talk about your own experience in making welds? Do you know the subtleties of the process that are not given in the article? Please write comments in the block below.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}