Advantages and example of application of SHUFT hydraulic modules

The content of the article:
Brief history of SHUFT
For more than 20 years, SHUFT has been expanding the capabilities of ventilation systems. The first fan model for modular systems of the CF series was produced in 1998.
Today, the SHUFT range includes more than 1,500 models of ventilation equipment, including:
- fans with capacity from 300 to 23,000 m3/h;
- monoblock ventilation units with a capacity from 300 to 6000 m3/h;
- general building and special central air conditioners and ventilation units with a capacity of up to 200,000 m3/h;
- fans and smoke removal valves, air distributors, automation and control systems for ventilation systems.
The equipment is designed for various applications:
- environmentally friendly indoor air exchange;
- smoke removal systems;
- technological production.
In 2011, on the basis of the industrial cluster of engineering, climate control systems and electronics IKSEL (Kirzhach, Vladimir region), the first SHUFT production line in Russia was built. Currently, production localization is 100%.
In 2013, SHUFT, together with its partners, opened a Russian research and development center - the SiberCool laboratory.
100% localization, international level of production culture, synthesis of domestic and European engineering schools allowed SHUFT to develop, produce and supply more than 100 innovative models of domestically produced ventilation equipment.
Composition and advantages of SHUFT hydraulic modules
A hydraulic module (pumping station) is a device designed to move fluid in heat and cold supply systems, air conditioning and cooling equipment, as well as filling, recharging and draining fluid from these systems.
Each hydraulic module contains one or more pumps, shut-off valves, safety devices (expansion tank, safety valve), which are installed on the frame or in the housing.
SHUFT hydraulic modules are manufactured at the VentInzhMash plant of the TPH Rusklimat production cluster in Kirzhach, Vladimir region. Their delivery time is 8–10 weeks.
The unique advantages of SHUFT hydraulic modules are as follows:
- The client receives a finished product that is connected to the pipeline network without additional fittings, which significantly speeds up installation.
- The designer has the opportunity to include the hydraulic module in the project as a finished product, without the need to select pump piping separately. The designer is also provided with a diagram of the hydraulic module for inclusion in the project, a list of elements included in the hydraulic module for inclusion in the specification, and the cost of the hydraulic module for the estimate calculation.

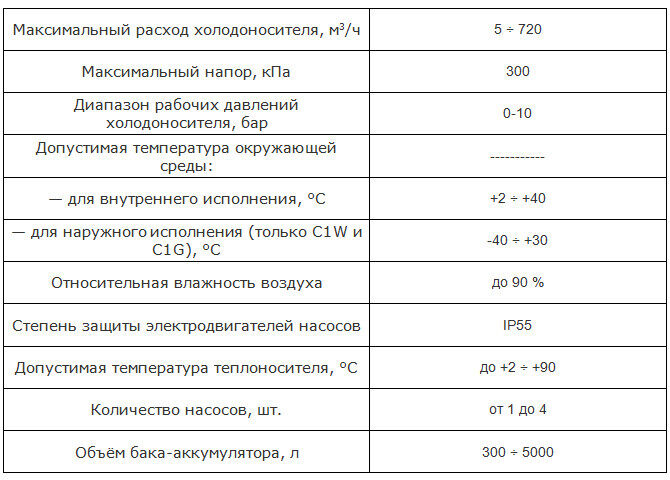
Technical characteristics of SHUFT hydraulic modules

Example of an order for hydraulic modules
As an example of the use of hydromodules and block refrigeration centers (BCC) SHUFT in refrigeration systems, one can cite the Royal Thermo steel panel radiator plant in the Vladimir region. When installing the casting line, it was necessary to provide a water cooling system for the technological equipment. The technical customer service put forward the following requirements for the refrigeration system:
- the presence of a free cooling system for operation in winter with automatic switching between winter and summer periods;
- 100% redundancy of pumping equipment;
- supply of assembled pumps and fittings to minimize line installation time;
- the ability to regulate the flow of coolant supplied to process equipment;
- placing some of the pumps and fittings outside, due to limited space inside the workshop;
- presence of a 5 m battery tank3 as part of a refrigeration system;
- the need to dispatch the operation of the refrigeration system, with the ability to remotely turn on/off and monitor the operation of the equipment.
Implementation of the order
All of the above requirements were met thanks to the use of SHUFT hydraulic modules and BCC. 2 SHUFT hydraulic modules and 3 equipment connection blocks were supplied to this facility.
In summer, cooling is provided by a refrigeration machine with an air-cooled condenser, and in winter, free cooling mode is used using a dry cooling tower. All fittings necessary for piping the refrigeration machine are made in the form of an evaporator connection block; for a dry cooling tower, a dry cooler connection block is provided. The connection blocks include fittings with an electric drive for automatic switching between winter and summer operating modes. Switching is carried out according to the readings of the outside air temperature sensor.
The year-round operation of the refrigeration system necessitated the use of propylene glycol solution as the coolant in the refrigeration machine circuit, and water in the circuit of cold consumers.To separate the circuits, a heat exchanger is provided, the piping of which is made in the form of a single product - a heat exchanger connection block.
To ensure the circulation of coolant in the glycol circuit, an external SHUFT hydraulic module is used, placed in a housing to protect it from precipitation and maintain an acceptable temperature for the operation of pumping equipment.
The water circuit is equipped with a SHUFT hydraulic module with a 5 m3 storage tank3 and an automation system that allows you to maintain the coolant flow set by an external signal.
Both hydraulic modules include one working and one reserve pump, to ensure the most reliable operation of the refrigeration system, and all the fittings necessary for the operation of the pumps: shut-off valves, filters, check valves, as well as safety devices: expansion tanks and safety valves.
Thanks to the complete set of supplied devices with the necessary fittings, during installation it was only necessary to connect the connection blocks, hydraulic modules and main equipment with pipes, after which the system was ready for operation.
To ensure dispatch of the operation of the refrigeration system, a BHC automation cabinet is provided, which provides control of winter/summer operating modes, and also allows you to regulate the water flow in the internal circuit, remotely start and monitor the operation of the equipment.
Thus, all technical requirements of the customer were met, and the block refrigeration center with hydraulic modules, connection units and automation system was successfully installed and put into operation.

Shuft ventilation systems:



