Gas condensate collectors on a gas pipeline: structure and purpose of the condensate collector + installation and maintenance nuances
Are you planning to gasify your home? Perhaps you are setting up an autonomous gas supply system with a gas holder? In this case, you need to know about gas condensate collectors.
They will help to avoid many problems in using gas and will extend the life of equipment that consumes gas, as well as the gas pipeline itself and chimneys. A correctly selected and installed condensate collector significantly improves the quality of gas and ensures the safe operation of the entire system.
In this article we will tell you what functions condensate collectors perform on a gas pipeline, what settles in them, what they are like and how they differ, what the operating principle of these fittings is, how to install and maintain them.
The content of the article:
- Why do you need a condensate collector on a gas pipeline?
- The structure and principle of operation of the collection
- Recommendations for choosing condensate collectors
- Condensate trap installation procedure
- Nuances of equipment maintenance
- How to do without gas condensate collectors?
- Conclusions and useful video on the topic
Why do you need a condensate collector on a gas pipeline?
Both methane and liquefied propane-butane mixture require additional purification. This is caused by the conditions of storage and use, and the imperfection of gas distribution systems.
There are various impurities in gases:
- Water can get into the gas pipeline during its construction, inspection and purging, as well as through the smallest holes or cracks. It contributes to steel corrosion and destroys the chimney
- Butane (liquid) can recondense from a propane-butane mixture.It does not evaporate and does not rise through the gas pipeline at subzero temperatures or in the cold. Liquid butane in a gas burner forms a torch, and in the boiler it provokes a stop or explosion.
- Fine particulate matter can enter the gas from the tanks and pipelines of the system, especially if they are not new and the corrosion process has begun inside. Because of them, the injectors become clogged.
Each of these types of impurities is dangerous in its own way. Water, liquid butane in a gas burner forms a torch, and in the boiler provokes an explosion; solid particles clog the injectors.
The condensate collector is responsible for filtering, accumulating and removing foreign matter.
The condensate collector collects all the heavy stuff, including liquid butane, preventing dangerous situations that it can provoke.
The structure and principle of operation of the collection
Low pressure condensate collectors are fundamentally different from fittings designed to operate with medium or high pressure gas pipelines.
This is a vertical cylindrical container with a convex or cone-shaped bottom, to the upper part of the walls of which pipes are welded on both sides for connecting to the gas pipeline, and through the lid a tube is led to the surface of the earth, under a special canopy - a carpet, for pumping out condensate.
Gas passes along the top of the glass from one pipe to another, and all liquid or solid impurities from it settle at the bottom.In such systems, the gas pressure is not enough to force the liquid through the unit tube, and it must be pumped out, similar to how you drink a drink from a glass through a straw.

Medium and high pressure condensate collectors are expansion tanks in which the gas settles. Due to a significant increase in cross-sectional area, compared to gas pipes, the flow speed drops, and all heavy liquid and solid particles have time to settle.
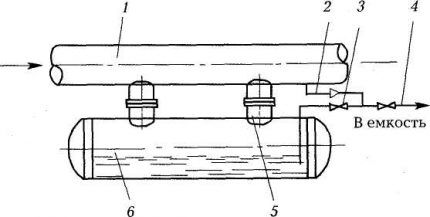
The main part of the unit - the collection - is a cylindrical container with convex ends, like a tank. Two pipes are taken from it from above: through the first, condensate flows by gravity from the pipeline, and through the second, the gas that entered the condenser along with the liquid returns to the pipeline.
The purge tube for removing condensate in medium or high pressure devices must be equipped with a tap - and not a plug, as in the first option. In some cases, the gas pressure in the system may be sufficient to remove all condensate when the tap is opened. This often happens with condensate collectors installed on the surface of the earth.
In underground tanks, only at a pressure of at least 15-20 kPa, the accumulated liquid independently rises through the outlet tube and splashes out of it into a special tank. At the same time, it can freeze near the surface of the earth, which not only stops the removal of condensate, but also the tube in which this happens can suffer, even to the point of rupture.

In addition, such condensate storage tanks are usually equipped with additional equipment. It could be pressure gauge to control the pressure inside the tank, liquid level sensor, which will show how much condensate has already been collected, full indicator, giving the command to service the unit and drain the collected liquid.
Not uncommon in such installations - automatic liquid removal device. On the condensate trap installed in front of the compressor, a full alarm automatically turns it off.
Recommendations for choosing condensate collectors
Depending on the parameters of your gas pipeline, there is a huge range of condensate collectors for gas pipelines on the market. Some manufacturers are ready to produce a unit of any modification according to your personal order, exactly meeting all the requirements, if a suitable model is not in the presented product line.
Gas systems vary in shape, pressure, operating conditions, filling, operating conditions - there are many options for combining these parameters. And therefore, there are no less options for condensate collectors for gas pipelines.
An incorrectly selected unit will not cope with the tasks assigned to it or will be unreasonably large and expensive, so we recommend entrusting the final choice to specialists. And in order to get a little orientated in this diversity, let’s look at their main differences and the principles of selection according to these parameters.
Criterion #1 - shape of the condensate collector
The container itself for collecting condensate can be located horizontally, like a tube or small tank, or vertically, resembling a pot. You can determine how the selected condensate collector should be located not only by its shape, but also by the location of the connection pipes: they are always directed horizontally.

Vertical condensate collectors are most often used on gas holders, they are connected to the tank and to the vertical pipe supplying gas to the house, while the condensate collection pot is located vertically, parallel to the pipe.
Horizontal models are usually hung or installed on supports under a horizontal pipe, parallel to it. They are often of high pressure and large volumes.
Criterion #2 - pressure in the gas pipeline
It is important to purchase a condensate collector designed for the same pressure as the entire gas pipeline. There are 3 options: for low, average And high pressure.

They differ not only in the size and diameter of the connection pipes, but also in the internal structure, installation method and maintenance. Therefore, pressure mismatch can make installation and operation not only ineffective, but also dangerous.
Criterion #3 - other equipment parameters
In addition to the mentioned shape and pressure, they differ in the following parameters:
- Volume – from a couple of hundred milliliters to several cubic meters, depending on the tendency of the gas pipeline to form condensate, the composition of the gas mixture, climatic conditions, the volume of transported gas and the location of the condensate collector.
- Material, from which the condensate receiver is made - usually stainless steel. Without additional treatment, it can withstand the aggressive environment of moisture and liquid butane for a long time. However, condensate collectors, especially large volumes, are often made from ordinary steel. For additional protection, it is treated not only on the outside, like the entire gas pipeline, but also on the inside - for example, with an epoxy compound.
- At the installation location Condensate collectors can be underground or above ground. The second ones are required to be marked “Gas” and “Flammable”.
- External waterproofing should be the same as on the gas pipeline. Most often these are polyethylene adhesive tapes, but it can also be bitumen mastic or bitumen-polymer coating. For above-ground equipment, protection with waterproof paint, always yellow, is sufficient.
- Connections for connecting to the gas pipeline differ in diameter, and can also be designed for a weld or permanent connection between steel and plastic.
- Optional equipment. In addition to the inlet and outlet pipes, there is always a tube for draining or pumping out the collected condensate. There may also be connectors for a pressure gauge, a liquid level sensor, a tank full indicator, and for pressure equalization.
Private consumers, as a rule, purchase a condensate collector for private gas tanks when arranging an autonomous gas supply for their estate.

For such purposes, small devices with a vertical glass-like container and a long tube for pumping out condensate are usually used. They are often installed underground, directly at the inlet of the gas tank, and usually do not have additional equipment.
High pressure condensate collectors are installed on main gas pipelines, at gas distribution points and in front of large industrial consumers. They have a large volume and tank shape, and are almost always equipped with additional sensors and alarms.
Condensate trap installation procedure
The method and procedure for connecting the condensate collector depends on the location of its installation.
The main places for collecting and removing condensate from gas are as follows:
- At the exit from the gas tank in autonomous gas supply systems.
- On low sections of the gas pipe or at the point of connection of pipes with the opposite slope.
- At the beginning (“head”) of the gas pipeline – at an oil refinery, after a gas distribution station or storage tank.
- Before the compressor, in order to avoid disruptions in its operation, as well as in front of factories and other industrial consumers.
- At the gas outlet from the compressor – condensate collects here if the compressor was stopped, or oil was pumped out of the tanks, filling them with gas.
Developing a plan for the location of condensate collectors is a task for the chief engineer of a company that transports and distributes gas to consumers.
It determines not only the installation locations of such units and the distance between them, but also the type, size and other characteristics.After installation, the location of the equipment must be accurately indicated by special signs indicating the direction and distance to it.

When choosing a location for the condensate collector, the convenience of further maintenance is also taken into account. There must be not only free access to the condensate pumping tube, but also the ability, if necessary, to dig it out for maintenance, repair or replacement. The device itself is located no less than 2 m from the nearest wall, and its connection to the pipe is no closer than 1 m from the wall. Installation of such devices above the freezing point of the soil is also prohibited.
Private consumers may be faced with the need to install a condensate collector only on a gas tank - we will dwell on this issue in more detail. The gas tank is installed on distance from home, according to the requirements of the standards - at least 10 m, and therefore the pipe to the basement input is usually laid horizontally underground.
In this scheme, this pipe is divided into 2 parts with an opposite slope, and a condensate collector is installed at their junction, at the lowest point. A small foundation is poured under it, and the unit itself is placed on legs to minimize corrosion. The inlet and outlet of the device are welded to a gas pipe, and the tube for pumping out condensate is extended to the surface of the earth, plugged with a plug and covered with a carpet.

If gas is released to the surface of the earth vertically, directly from the gas tank, then the place for collecting condensate is the very beginning of the pipe. In this case, one pipe is welded to the pipe, and the second – either to it, a little lower, or to the tank itself. The condensate pumping tube is routed parallel to the gas riser.
Nuances of equipment maintenance
According to the schedule developed by the engineer of the gas supply company, purging condensate collectors and checking their technical condition. These jobs are considered dangerous because the condensate contains not only water, but also highly flammable liquid butane, which often makes up the majority of the liquid. Therefore, two specialists carry out maintenance, only during the day, not during a thunderstorm.
It is also prohibited to drain condensate directly into a tanker - only into metal stationary containers with a fence or into a pit. If there is an oil pipeline nearby, you can drain the condensate into it.
To empty the low pressure condensate trap, you will need a pump, motor pump or vacuum tank. Remove the plug from the end of the tube, connect the pump hose to it, open the tap and start the pump. Pumping is continued until liquid stops flowing from the pump, and then it is turned off, the tap is turned off, the hose is disconnected and the plug is returned to its place.

Medium and high pressure condensate collectors, as a rule, do not require a pump. They have 2 risers: with condensate and with gas, each has a tap, and usually only the one on the gas one is open.
To empty the tank of liquid, turn both valves: close the gas valve and open the condensation valve. The liquid comes out of the line under gas pressure. To save time and labor, this process can be automated through instrumentation and automation.
If condensate is not removed in time, a water hammer or plug can not only impede the gas supply, but also damage the pipe.
In addition to removing the collected condensate, gas pipeline linemen check the presence and accuracy of signs indicating their location, as well as the serviceability of the unit itself and the associated shut-off valves. If necessary, repairs are carried out immediately or a report is drawn up, according to which a special team subsequently leaves.
How to do without gas condensate collectors?
A condensate collector installed on a gas pipeline is a guarantee of the safety and integrity of the equipment.
But there are also alternative options. As a rule, they are aimed at preventing the formation of condensation. Among such means are evaporators, returning vaporous butane to the gas tank, thermal insulation and heating of the pipeline, laying it below the freezing point, using pipes of larger diameter.

However, their use is not always possible and effective, and they are usually more expensive than installing a condensate trap.
Conclusions and useful video on the topic
To better imagine the principle of operation of a condensate collector, we suggest watching the following video:

A visual aid about what gas condensate is in the following plot:

We looked at why gas condensate collectors are needed, what they are like and how they work, and what criteria to pay attention to when choosing a suitable container. We also talked about how and where condensate collectors are installed and maintained and what alternative solutions are available.
Have you already encountered this equipment? With which one and for what reason? Share your experience of use and other information on the topic - the feedback form is located below this publication.



